الميكرومتر: ما هو وكيف تستخدمه في القياس الدقيق؟
كيف تتقن قراءة المايكرومتر وتتجنب الأخطاء الشائعة في القياس الميكروني؟

تعريف مختصر
الميكرومتر مصطلح يحمل معنيين متكاملين في عالم القياس؛ إذ يُشير أولاً إلى وحدة قياس طولية تُعادل جزءاً من مليون جزء من المتر (μm)، ويُشير ثانياً إلى أداة القياس الدقيق المُستخدمة لتحديد الأبعاد الصغيرة بدقة تصل إلى 0.01 مم. يعتمد جهاز قياس الأبعاد الدقيقة على مبدأ البرغي الحلزوني الدقيق لتحويل الحركة الدورانية إلى إزاحة خطية قابلة للقياس.
هل وقفتَ يوماً أمام قطعة معدنية في ورشتك وأنت تتساءل: كيف أقيس سُمكها بدقة متناهية؟ ربما استخدمتَ المسطرة العادية فخذلتك، أو جربتَ القدمة ذات الورنية فوجدتها غير كافية لمتطلباتك. أنت لستَ وحدك في هذا المأزق. كثيرٌ من الفنيين والمهندسين المبتدئين يواجهون هذا التحدي يومياً. لكن ما ستقرؤه في السطور القادمة سيُغيّر طريقة تعاملك مع القياسات الدقيقة إلى الأبد. ستتعلم كيف تُمسك بهذه الأداة الرائعة، وكيف تقرأ أرقامها بثقة، وكيف تتجنب الأخطاء التي يقع فيها حتى المحترفون أحياناً.
ما الفرق بين الميكرومتر كوحدة قياس والميكرومتر كأداة؟
يخلط كثيرون بين المفهومين، وهذا أمرٌ طبيعي نظراً لتشابه التسمية. لكنّ الفرق جوهري ويستحق التوضيح.
الميكرون (Micron – μm) وحدة قياس طولية في النظام المتري الدولي. تُعادل هذه الوحدة واحداً على مليون من المتر، أي 0.000001 متر. بعبارة أخرى، المليمتر الواحد يحتوي على ألف ميكرون كامل. وعليه فإن هذه الوحدة تُستخدم لقياس الأشياء المتناهية الصغر؛ كسُمك الشعرة البشرية الذي يتراوح بين 50 و100 ميكرون، أو قطر خلايا الدم الحمراء البالغ نحو 7 ميكرونات. كذلك تُستخدم في مجالات علمية دقيقة كالبيولوجيا الخلوية وتقنية النانو.
على النقيض من ذلك، جهاز القياس الميكروني أداة ميكانيكية أو رقمية ملموسة تُمسكها بيدك. صُممت هذه الأداة لقياس الأبعاد الخارجية أو الداخلية أو أعماق الثقوب بدقة عالية جداً. يعتمد الجهاز على البراغي الحلزونية الدقيقة (Fine Pitch Screws) لتحويل الدوران إلى حركة خطية مُقاسة. من الطريف أن الأداة سُميت بهذا الاسم لأنها تقيس بدقة الميكرونات، رغم أن معظم الأجهزة الشائعة تُعطي قراءات بالمليمتر وأجزائه.
معلومة خاطفة: الشعرة البشرية الواحدة يتراوح قُطرها بين 50 و100 ميكرون، وهذا يعني أنك تحتاج إلى صف عشر شعرات جنباً إلى جنب لتُشكّل مليمتراً واحداً فقط!
كيف بدأت قصة اختراع هذه الأداة الثورية؟
تعود جذور القياس الميكروني إلى القرن السابع عشر الميلادي. في عام 1638، قدّم العالم الإنجليزي ويليام غاسكوين (William Gascoigne) أول تصميم معروف لأداة تعتمد على البرغي الحلزوني لقياس المسافات الدقيقة. استخدم غاسكوين اختراعه في البداية لقياس المسافات الزاوية بين النجوم عبر التلسكوب.
بعد ذلك بقرنين، وتحديداً في عام 1848، طوّر الفرنسي جان لوران بالمر (Jean Laurent Palmer) أول ميكرومتر يدوي محمول بالشكل الذي نعرفه اليوم. حصل بالمر على براءة اختراع لتصميمه الذي أسماه “نظام بالمر”. ثم جاء المهندسان الأمريكيان جوزيف براون ولوسيان شاربي في عام 1867 ليُدخلا تحسينات جوهرية على التصميم. أسسا شركة براون آند شارب (Brown & Sharpe) التي أنتجت أدوات قياس دقيقة انتشرت في المصانع الأمريكية والأوروبية.
شهد القرن العشرون تطورات متسارعة في هذا المجال. ظهرت النماذج الرقمية في ثمانينيات القرن الماضي، وأحدثت نقلة نوعية في سهولة القراءة والدقة. اليوم، وفي عام 2025، نشهد جيلاً جديداً من الأجهزة المتصلة بالحاسوب والهاتف الذكي عبر تقنية البلوتوث؛ إذ تُرسل القراءات مباشرة إلى برمجيات تحليل القياسات.
ما هي الأنواع المختلفة لأجهزة القياس الميكروني؟
تتعدد أنواع هذه الأداة بحسب الغرض من الاستخدام. فما الذي يُميز كل نوع عن غيره؟
النوع الخارجي (Outside Micrometer): يُعدّ الأكثر شيوعاً واستخداماً في الورش والمصانع. صُمم لقياس الأبعاد الخارجية للأجسام كأقطار الأسطوانات وسُمك الصفائح المعدنية. يتراوح مدى القياس عادةً بين 0 و25 مم، أو 25 و50 مم، وهكذا بزيادات قدرها 25 مم.
النوع الداخلي (Inside Micrometer): يُستخدم لقياس الأقطار الداخلية للثقوب والأنابيب. يحتوي على قضبان امتداد قابلة للتبديل لتغطية نطاقات قياس مختلفة. يتطلب هذا النوع مهارة أعلى في الاستخدام مقارنة بالنوع الخارجي.
ميكرومتر العمق (Depth Micrometer): مُخصص لقياس أعماق الثقوب والشقوق والدرجات. يتميز بقاعدة مسطحة تستند على سطح القطعة، بينما يمتد المغزل إلى داخل الثقب لقياس عمقه.
النموذج التناظري (Analog Micrometer): يعتمد على التدريجات المحفورة على الأسطوانة والكُشتُبان. يتطلب من المستخدم إجراء عمليات حسابية بسيطة لجمع القراءات. يتميز بالمتانة وعدم الحاجة إلى بطاريات.
النموذج الرقمي (Digital Micrometer): يعرض القراءة مباشرة على شاشة رقمية. يُلغي احتمالية أخطاء القراءة البشرية ويُسرّع عملية القياس بشكل ملحوظ.
حقيقة مثيرة: بعض أجهزة القياس الرقمية الحديثة من إنتاج شركة ميتوتويو اليابانية (Mitutoyo) تصل دقتها إلى 0.0001 مم، أي عُشر الميكرون الواحد!
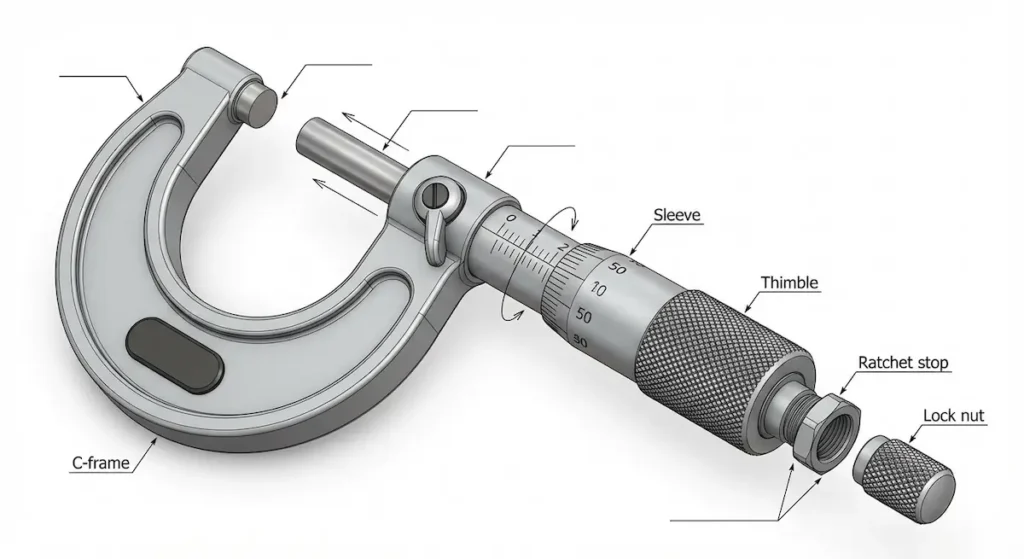
ما هي مكونات جهاز القياس وأجزاؤه الأساسية؟
لكي تُتقن استخدام هذه الأداة، عليك أولاً أن تفهم تشريحها بدقة. تتكون الأداة من عدة أجزاء رئيسة تعمل بتناغم تام.
الإطار (Frame): الهيكل الخارجي المعدني على شكل حرف C أو U. يُصنع عادةً من الفولاذ المُقسّى أو الحديد الزهر المطلي لمقاومة التآكل. يوفر الصلابة اللازمة لثبات القياس. بعض الإطارات مغلفة بطبقة عازلة للحرارة لمنع تأثير حرارة اليد على دقة القياس.
السندان (Anvil): السطح الثابت الذي تستند عليه القطعة المُقاسة. يقع في الطرف الأيسر من الإطار. سطحه مصقول ومستوٍ تماماً لضمان تلامس دقيق مع القطعة.
المغزل (Spindle): القضيب المتحرك الذي يقترب من السندان ويبتعد عنه. يتحرك بفعل دوران البرغي الحلزوني الداخلي. سطحه الأمامي مصقول أيضاً ليُطابق سطح السندان.
الأسطوانة (Sleeve/Barrel): الجزء الثابت الذي يحمل التدريج الرئيس. تظهر عليه علامات المليمترات والنصف مليمترات. تبقى ثابتة أثناء الدوران.
الكُشتُبان (Thimble): الجزء الدوّار الذي يُحرّك المغزل. يحمل تدريجاً دائرياً مُقسماً إلى 50 جزءاً متساوياً عادةً. كل دورة كاملة تُحرّك المغزل مسافة 0.5 مم.
السقاطة (Ratchet Stop): آلية في نهاية الكُشتُبان تُصدر صوت طقطقة عند الوصول للضغط المناسب. تمنع الإفراط في الضغط على القطعة المُقاسة، وتضمن ثبات قوة القياس.
مشبك القفل (Lock Clamp): رافعة أو برغي صغير يُثبّت المغزل في مكانه بعد أخذ القراءة. يُفيد عند الحاجة لنقل الأداة دون فقدان القياس.
اقرأ أيضاً: المجهر (Microscope): الاختراع، الأنواع، ودوره في العلم
كيف يعمل مبدأ البرغي الحلزوني الدقيق؟
يقوم المبدأ الأساسي على علاقة رياضية بسيطة لكنها عبقرية. عندما تُدير الكُشتُبان دورة كاملة، يتقدم المغزل مسافة تُساوي خطوة البرغي (Pitch). في معظم الأجهزة القياسية، تبلغ هذه الخطوة 0.5 مم.
إذاً كيف نصل إلى دقة 0.01 مم؟ الجواب يكمن في التقسيم الدائري على الكُشتُبان. بما أن محيط الكُشتُبان مُقسّم إلى 50 جزءاً متساوياً، وبما أن الدورة الكاملة تُعادل 0.5 مم، فإن كل تدريج على الكُشتُبان يُمثّل: 0.5 ÷ 50 = 0.01 مم.
هذا التحويل الميكانيكي من حركة دورانية إلى إزاحة خطية هو سر الدقة العالية. البرغي الحلزوني الدقيق يُضخّم الحركة بشكل يجعل الفروق الصغيرة جداً قابلة للملاحظة والقياس.
لمحة تقنية: خطوة البرغي في الأجهزة المترية تبلغ 0.5 مم عادةً، بينما في الأجهزة الإنجليزية تبلغ 0.025 بوصة (40 خيطاً في البوصة الواحدة).
مثال تطبيقي: كيف تقيس سُمك صفيحة نحاسية في ورشتك؟
تخيّل أنك فني في ورشة تصنيع مكونات إلكترونية. وصلتك شحنة من الصفائح النحاسية المُعلن أن سُمكها 0.80 مم. مهمتك التحقق من مطابقة السُّمك الفعلي للمواصفات قبل استخدامها في الإنتاج.
أولاً، أحضر جهاز القياس الخارجي ذي المدى 0-25 مم. نظّف سطحي السندان والمغزل بقطعة قماش نظيفة وجافة. تأكد من نقطة الصفر بإغلاق الأداة بالكامل باستخدام السقاطة؛ يجب أن تُشير القراءة إلى 0.00 مم تماماً.
ثانياً، أمسك الصفيحة النحاسية بيدك اليسرى بعيداً عن حوافها. افتح الأداة بتدوير الكُشتُبان حتى تتسع الفجوة لإدخال الصفيحة.
ثالثاً، ضع الصفيحة بين السندان والمغزل. أدر الكُشتُبان ببطء حتى يلمس المغزل سطح الصفيحة. الآن استخدم السقاطة فقط للإغلاق النهائي. ستسمع صوت طقطقة خفيف يدل على وصول الضغط المثالي.
رابعاً، اقرأ النتيجة. لنفترض أن الخط المرجعي على الأسطوانة يُظهر 0.5 مم (خط النصف مليمتر ظاهر). ثم انظر إلى الكُشتُبان؛ التدريج رقم 30 يتطابق مع الخط المرجعي الأفقي. إذاً القراءة النهائية: 0.5 + (30 × 0.01) = 0.5 + 0.30 = 0.80 مم.
خامساً، كرر القياس في ثلاث نقاط مختلفة من الصفيحة للتأكد من تجانس السُّمك. إذا تطابقت القراءات مع المواصفات، الصفيحة مقبولة للإنتاج.
كيف تقرأ التدريجات على الأداة التناظرية خطوة بخطوة؟
قراءة الجهاز التناظري تتطلب فهماً واضحاً لنظام التدريج المزدوج. إليك الطريقة المُفصّلة:
الخطوة الأولى: قراءة الأسطوانة
انظر إلى الأسطوانة الثابتة. ستجد خطاً أفقياً مرجعياً يمتد على طولها. فوق هذا الخط تظهر أرقام المليمترات الكاملة (0، 1، 2، 3…). تحت الخط تظهر علامات قصيرة تُمثّل أنصاف المليمترات.
الخطوة الثانية: قراءة الكُشتُبان
الكُشتُبان مُقسّم إلى 50 تدريجاً متساوياً مرقماً من 0 إلى 50 (أو من 0 إلى 25 ثم يتكرر). كل تدريج يُساوي 0.01 مم. ابحث عن رقم التدريج الذي يتطابق تماماً مع الخط المرجعي الأفقي على الأسطوانة.
الخطوة الثالثة: جمع القراءات
القراءة النهائية = قراءة المليمترات الكاملة + قراءة النصف مليمتر (إن وُجد) + قراءة الكُشتُبان.
مثال توضيحي: إذا كان الرقم 7 ظاهراً على الأسطوانة، وخط النصف مليمتر ظاهر أيضاً، ورقم 23 على الكُشتُبان يتطابق مع الخط المرجعي، فإن القراءة = 7.00 + 0.50 + 0.23 = 7.73 مم.
أتدري؟ بعض الأجهزة عالية الدقة تحتوي على مقياس فيرنييه إضافي (Vernier Scale) على الأسطوانة يسمح بقراءة الجزء من الألف من المليمتر (0.001 مم)!

ما هي النصائح العملية لاستخدام الأداة بشكل صحيح؟
الاستخدام الصحيح يضمن قياسات دقيقة ويُطيل عمر الأداة. هناك عدة أمور يجب مراعاتها دائماً.
احرص على نظافة أسطح القياس قبل كل استخدام. أي جسيمات غبار أو شحوم ستُؤثر على الدقة. استخدم قطعة قماش ناعمة خالية من الوبر. تجنب استخدام المذيبات الكيميائية القوية التي قد تُتلف الطلاء الواقي.
تحقق من نقطة الصفر قبل بدء القياسات. أغلق الأداة بالكامل وتأكد أن القراءة صفر. إذا لم تكن كذلك، فالأداة بحاجة إلى معايرة.
استخدم السقاطة دائماً عند الإغلاق النهائي. هذا يضمن ضغطاً موحداً في كل مرة. الضغط الزائد يُشوّه القطعة المُقاسة ويُعطي قراءات خاطئة.
أمسك الأداة بطريقة صحيحة. ضع الإطار في راحة يدك اليمنى بحيث يكون السندان متجهاً نحو اليسار. استخدم السبابة والإبهام لتدوير الكُشتُبان.
لا تُسقط الأداة أبداً. السقوط من ارتفاع بسيط قد يُخلّ بدقة البرغي الحلزوني. خزّنها في علبتها الأصلية بعد كل استخدام.
اقرأ أيضاً: مراقبة الجودة الإحصائية: الأدوات، التقنيات، والتطبيق
ما مدى دقة هذه الأداة وما نطاق قياسها؟
تختلف الدقة حسب نوع الأداة وجودة تصنيعها. الأجهزة القياسية التناظرية تُعطي دقة 0.01 مم، بينما الأجهزة المزودة بمقياس فيرنييه تصل دقتها إلى 0.001 مم.
الأجهزة الرقمية الحديثة تتفوق في هذا الجانب. بعض الموديلات الاحترافية من شركات مثل ميتوتويو (Mitutoyo) وستارت (Starrett) تُحقق دقة 0.0001 مم في ظروف مخبرية مُتحكم بها.
أما نطاق القياس، فيأتي الجهاز الواحد بمدى محدود عادةً. المدى الشائع هو 25 مم، أي من 0 إلى 25 مم، أو من 25 إلى 50 مم، وهكذا. توجد مجموعات كاملة تُغطي نطاقات واسعة تصل إلى 300 مم أو أكثر باستخدام عدة أجهزة بمديات متتالية.
من المهم التمييز بين الدقة (Accuracy) والتكرارية (Repeatability). الدقة تعني مدى قرب القراءة من القيمة الحقيقية. التكرارية تعني الحصول على نفس القراءة عند تكرار القياس. الأداة الجيدة يجب أن تتمتع بكليهما.
أين تُستخدم أدوات القياس الميكروني في الصناعة؟
تنتشر هذه الأدوات في قطاعات صناعية متنوعة. كل قطاع يعتمد عليها لضمان الجودة والمطابقة للمواصفات.
في صناعة السيارات، تُستخدم لقياس أقطار المكابس والأسطوانات والمحامل. دقة هذه القياسات تُحدد كفاءة المحرك وعمره الافتراضي. خطأ قدره 0.02 مم في قطر المكبس قد يُسبب تسريب الزيت أو فقدان الضغط.
في صناعة الطيران، تبلغ معايير الدقة ذروتها. قطع محركات الطائرات تخضع لفحص دقيق بأجهزة قياس ميكرونية متطورة. السلامة الجوية لا تحتمل أي هامش للخطأ.
في صناعة الإلكترونيات، تُقاس سُماكات الرقائق والموصلات والمكثفات. مع تصغير حجم الأجهزة الإلكترونية، تزداد أهمية القياس الميكروني يوماً بعد يوم.
في صناعة الأدوات الطبية، تخضع الإبر الجراحية والقسطرات والدعامات لقياسات دقيقة. الفرق البسيط في القُطر قد يُؤثر على أداء الأداة داخل جسم المريض.
من الطريف أن: مصانع الساعات السويسرية الفاخرة تستخدم أجهزة قياس ميكرونية خاصة لضبط تروس الساعة، حيث قد يؤدي خطأ قدره 0.005 مم إلى تأخير الساعة عدة دقائق يومياً!
كيف تُستخدم هذه الأداة في المختبرات العلمية؟
تحتل أدوات القياس الدقيق مكانة محورية في البحث العلمي. تتعدد تطبيقاتها في مختبرات الجامعات ومراكز الأبحاث.
في مختبرات علم المواد، تُستخدم لقياس عينات المعادن والبوليمرات قبل إجراء اختبارات الشد والضغط. دقة قياس أبعاد العينة تُؤثر مباشرة على صحة نتائج الاختبار.
في مختبرات الفيزياء، تُقاس أبعاد العناصر البصرية كالعدسات والمرايا. أي انحراف عن الأبعاد المطلوبة يُؤثر على مسار الضوء والنتائج التجريبية.
في مختبرات ضبط الجودة، تُفحص عينات عشوائية من خطوط الإنتاج. القياسات تُقارن بالمواصفات لاتخاذ قرارات القبول أو الرفض.
كما أن هذه الأداة أساسية في تعليم الهندسة الميكانيكية. يتعلم الطلاب أصول القياس الدقيق في مختبرات الكلية قبل الانتقال للحياة المهنية.
ما الفرق بين أداة القياس الميكروني والقدمة ذات الورنية؟
يخلط كثيرون بين هاتين الأداتين، رغم وجود فروق جوهرية بينهما. فما هي هذه الفروق؟
من حيث الدقة، تتفوق الأداة الميكرونية بوضوح. دقتها تصل إلى 0.01 مم أو 0.001 مم، بينما القدمة ذات الورنية (Vernier Caliper) تُعطي دقة 0.02 مم أو 0.05 مم في أفضل الأحوال.
من حيث نطاق القياس، تتفوق القدمة ذات الورنية. يُمكنها قياس أبعاد تصل إلى 150 مم أو 300 مم بأداة واحدة. بينما أداة القياس الميكروني محدودة بمدى 25 مم عادةً.
من حيث تعدد الاستخدامات، القدمة ذات الورنية أكثر مرونة. تقيس الأبعاد الخارجية والداخلية والأعماق بأداة واحدة. أما الأداة الميكرونية فتحتاج إلى أنواع مختلفة لكل غرض.
من حيث سهولة الاستخدام، القدمة ذات الورنية أسهل للمبتدئين. لكن مع التدريب، تُصبح الأداة الميكرونية مُفضّلة للقياسات الدقيقة.
الخلاصة: استخدم القدمة ذات الورنية للقياسات العامة والسريعة، واستخدم الأداة الميكرونية عندما تكون الدقة العالية ضرورية.
كيف تتم معايرة الأداة وصيانتها دورياً؟
المعايرة الدورية ضرورية لضمان دقة القياسات. تتضمن عدة خطوات منهجية.
ابدأ بفحص نقطة الصفر. أغلق الأداة بالكامل باستخدام السقاطة. إذا لم تُشر القراءة إلى صفر، استخدم مفتاح الضبط المُرفق لتصحيح الانحراف. في الأجهزة الرقمية، اضغط زر الصفر (Zero) لإعادة الضبط.
ثم استخدم قوالب المعايرة القياسية (Gauge Blocks). هذه قطع معدنية مصنوعة بدقة متناهية وأبعادها معروفة ومُوثّقة. قِس بعض هذه القوالب وقارن النتائج بالأبعاد المُعتمدة.
الصيانة اليومية تشمل التنظيف بعد كل استخدام وتشحيم المغزل بزيت خفيف مُخصص. خزّن الأداة في مكان جاف بعيداً عن الرطوبة والغبار. افتح الفكين قليلاً عند التخزين لتخفيف الضغط على البرغي.
المعايرة الاحترافية يجب أن تتم في مختبر معتمد مرة واحدة سنوياً على الأقل. المختبر يُصدر شهادة معايرة تُوثّق دقة الأداة وصلاحيتها.
لمحة تقنية: المعيار الدولي ISO 3611 يُحدد متطلبات المعايرة والدقة لأجهزة القياس الميكروني، وتلتزم به المصانع الكبرى حول العالم.

اقرأ أيضاً: علم الإحصاء: الأدوات، المنهجيات، ودوره في صنع القرار
ما هي الأخطاء الشائعة عند استخدام الأداة وكيف تتجنبها؟
يقع المبتدئون في أخطاء متكررة تُؤثر على دقة قياساتهم. التعرف على هذه الأخطاء نصف الحل.
الخطأ الأول: الضغط الزائد على القطعة المُقاسة. يحدث عند تجاهل استخدام السقاطة. الضغط الزائد يُشوّه القطعة اللينة ويُعطي قراءة أقل من الحقيقية. الحل: استخدم السقاطة دائماً للإغلاق النهائي.
الخطأ الثاني: قراءة التدريجات بزاوية نظر خاطئة. النظر من زاوية جانبية يُسبب خطأ المنظار (Parallax Error). الحل: انظر عمودياً على التدريجات مباشرة.
الخطأ الثالث: إهمال فحص نقطة الصفر. أداة غير مُعايرة تُعطي قراءات خاطئة باستمرار. الحل: تحقق من الصفر قبل كل جلسة قياس.
الخطأ الرابع: قياس قطعة ساخنة. التمدد الحراري يُغيّر أبعاد القطعة. الحل: انتظر حتى تصل القطعة لدرجة حرارة الغرفة.
الخطأ الخامس: وضع القطعة بشكل غير مُستوٍ بين الفكين. هذا يُعطي قراءة أكبر من الحقيقية. الحل: تأكد من تلامس السطحين بشكل كامل ومتوازٍ.
مثال تطبيقي ثانٍ: قرار صناعي بناءً على قراءة القياس
في أحد مصانع قطع غيار السيارات، يعمل مهندس جودة يُدعى أحمد. مهمته اليومية فحص عينات من محاور الدوران (Shafts) قبل شحنها للعميل. المواصفات تُحدد أن قُطر المحور يجب أن يكون 15.00 مم مع تفاوت مسموح (Tolerance) قدره ±0.02 مم. بمعنى آخر، أي محور قُطره بين 14.98 مم و15.02 مم مقبول.
أحضر أحمد جهاز القياس الرقمي ذي الدقة 0.001 مم. فحص نقطة الصفر باستخدام قالب معايرة، ثم بدأ قياس العينات.
العينة الأولى: 15.008 مم – مقبولة.
العينة الثانية: 14.995 مم – مقبولة.
العينة الثالثة: 15.026 مم – مرفوضة! القُطر أكبر من الحد المسموح.
أوقف أحمد خط الإنتاج فوراً. تبيّن أن أداة الخراطة بحاجة لإعادة ضبط. هذا القرار السريع وفّر على المصنع شحنة معيبة قد تُكلّفه خسائر مالية وسمعة سيئة.
هذا المثال يُوضّح كيف أن قراءة دقيقة بفارق 0.006 مم يُمكن أن تُحدث فرقاً كبيراً في عالم الصناعة.
كيف يبدو واقع استخدام هذه الأداة في المنطقة العربية؟
يتفاوت مستوى استخدام أدوات القياس الدقيق في العالم العربي بين دولة وأخرى. بعض الدول الخليجية تمتلك مصانع حديثة مُجهّزة بأحدث أجهزة القياس الرقمية المتصلة بأنظمة الجودة الإلكترونية.
في المقابل، تعاني بعض الورش الصغيرة والمتوسطة من نقص في الأدوات الدقيقة وغياب ثقافة المعايرة الدورية. كثير من الفنيين يعتمدون على أدوات قديمة غير مُعايرة منذ سنوات.
التحديات الرئيسة تشمل: ارتفاع تكلفة الأجهزة المستوردة عالية الجودة، وندرة مراكز المعايرة المعتمدة في بعض الدول، وضعف المناهج التعليمية المتعلقة بأدوات القياس في المعاهد التقنية.
من المشجع أن جامعات عربية عديدة بدأت تُولي اهتماماً أكبر لمختبرات القياس الدقيق. معاهد التدريب التقني في السعودية والإمارات ومصر تُدرّس استخدام هذه الأدوات ضمن برامج الهندسة الميكانيكية.
التوصية للفنيين العرب: استثمروا في أداة قياس ميكروني جيدة من علامة تجارية موثوقة. لا تنخدعوا بالأسعار الرخيصة جداً التي غالباً ما تعني جودة رديئة. معايرة الأداة سنوياً استثمار وليس تكلفة.
اقرأ أيضاً: الزراعة الذكية: التكنولوجيا والبيانات لتحسين المحاصيل
ما هي أحدث التطورات التقنية في مجال القياس الميكروني (2023-2025)؟
يشهد عالم أدوات القياس الدقيق تطورات متسارعة تُواكب ثورة الصناعة الرابعة. التقنيات الرقمية تُعيد تشكيل هذا المجال بالكامل.
الاتصال اللاسلكي (Wireless Connectivity): أجهزة حديثة من شركات مثل ميتوتويو وماهر (Mahr) تدعم تقنية البلوتوث. تُرسل القراءات مباشرة إلى الهاتف الذكي أو الحاسوب دون أسلاك. هذا يُسرّع عملية توثيق القياسات ويُقلل أخطاء النقل اليدوي.
برمجيات تحليل القياسات: تطبيقات متخصصة تستقبل بيانات القياس وتُجري عليها تحليلات إحصائية فورية. تُحسب المتوسطات والانحرافات المعيارية وتُرسم مخططات التحكم (Control Charts) تلقائياً.
أنظمة إدارة الجودة المتكاملة: في المصانع الكبرى، تتصل أجهزة القياس مباشرة بنظام تخطيط موارد المؤسسة (ERP). أي قراءة خارج الحدود المسموحة تُطلق إنذاراً آلياً وتوقف خط الإنتاج.
المواد المتقدمة: إطارات مصنوعة من ألياف الكربون تُقلل الوزن وتعزل الحرارة بشكل أفضل. سبائك السيراميك تُستخدم في أسطح القياس لمقاومة التآكل.
الدقة الفائقة: أجهزة مخبرية تصل دقتها إلى 0.00001 مم (10 نانومتر) تُستخدم في أبحاث تقنية النانو.
حقيقة مثيرة: شركة ميتوتويو اليابانية أعلنت في عام 2024 عن جهاز قياس ميكروني بشاشة تعمل باللمس وكاميرا مدمجة لتصوير القطعة المُقاسة مع القراءة، لتوثيق مرئي كامل!
خاتمة: لماذا يبقى القياس الدقيق مهارة لا غنى عنها؟
في عالمٍ تزداد فيه متطلبات الدقة والجودة يوماً بعد يوم، تظل أداة القياس الميكروني ركيزة أساسية في الصناعة والعلم. من ورش تصليح السيارات الصغيرة إلى مصانع الطائرات العملاقة، ومن مختبرات الجامعات إلى مراكز أبحاث الفضاء، تحضر هذه الأداة البسيطة في مظهرها، العبقرية في تصميمها.
لقد تطورت كثيراً منذ اختراعها في القرن التاسع عشر. انتقلت من الميكانيكية البحتة إلى الرقمية المتصلة بالإنترنت. لكنّ المبدأ الأساسي بقي ثابتاً: تحويل الحركة الدورانية إلى إزاحة خطية قابلة للقياس.
إتقان استخدام هذه الأداة يفتح أبواباً مهنية واسعة. الفني الذي يُجيد القياس الدقيق يحظى بتقدير أصحاب العمل في كل مكان.
أسئلة شائعة
ما الفرق بين الميكرومتر المتري والميكرومتر الإنجليزي في التدريجات والقراءة؟
الميكرومتر المتري يستخدم خطوة برغي 0.5 مم مع كشتبان مقسم إلى 50 جزءاً لإعطاء دقة 0.01 مم، بينما الميكرومتر الإنجليزي يستخدم 40 خيطاً في البوصة مع كشتبان مقسم إلى 25 جزءاً لإعطاء دقة 0.001 بوصة. القراءة في النظام المتري تكون بالمليمترات وأجزائها، أما في النظام الإنجليزي فتكون بالبوصة وأجزائها من الألف.
كيف أعرف أن الميكرومتر بحاجة إلى استبدال وليس مجرد معايرة؟
يحتاج الميكرومتر إلى استبدال عندما تظهر علامات تآكل واضحة على أسطح القياس كالخدوش العميقة أو التقعر، أو عندما يصبح البرغي الحلزوني مرتخياً ويُظهر حركة جانبية ملحوظة، أو عندما تفشل محاولات المعايرة المتكررة في تصحيح الانحراف، أو عندما تتجاوز قراءات التكرار حدود التفاوت المقبول رغم المعايرة الصحيحة.
هل يمكن استخدام الميكرومتر لقياس المواد اللينة كالبلاستيك والمطاط؟
نعم، لكن مع احتياطات خاصة. يجب استخدام السقاطة بضغط خفيف جداً لتجنب تشوه المادة، ويُفضل استخدام ميكرومتر مزود بأسطح قياس كبيرة المساحة لتوزيع الضغط. بعض الشركات تصنع ميكرومترات خاصة بالمواد اللينة مزودة بآلية ضغط محدود قابلة للضبط.
ما تأثير درجة الحرارة على دقة قياسات الميكرومتر؟
التمدد الحراري يؤثر بشكل كبير على دقة القياس. المعيار الدولي يحدد درجة 20 مئوية كدرجة الحرارة المرجعية للقياسات الدقيقة. كل درجة مئوية فوق أو تحت هذه القيمة تسبب تمدداً أو انكماشاً في الفولاذ بمقدار 11.5 ميكرون تقريباً لكل متر طولي. لذلك يُنصح بترك القطعة والأداة في بيئة مستقرة الحرارة قبل القياس.
كم يبلغ العمر الافتراضي للميكرومتر عالي الجودة؟
الميكرومتر عالي الجودة من شركات مثل ميتوتويو وستارت يمكن أن يدوم عقوداً مع الصيانة الصحيحة. العامل الحاسم هو عدد دورات الاستخدام وليس الزمن فقط. الأجهزة المستخدمة في بيئات مخبرية نظيفة قد تستمر 20 إلى 30 سنة، بينما تلك المستخدمة في ورش صناعية قاسية قد تحتاج استبدالاً خلال 5 إلى 10 سنوات.
هل الميكرومتر الرقمي أدق من التناظري؟
ليس بالضرورة. الدقة تعتمد على جودة التصنيع الميكانيكي للبرغي الحلزوني وليس على طريقة العرض. ميكرومتر تناظري عالي الجودة قد يكون أدق من ميكرومتر رقمي رخيص. الفرق الحقيقي يكمن في سهولة القراءة وتقليل أخطاء التفسير البشري، إذ يعرض الرقمي القراءة مباشرة دون حاجة لحسابات.
ما الذي يميز ميكرومتر القياس الداخلي عن استخدام القدمة ذات الورنية للقياسات الداخلية؟
ميكرومتر القياس الداخلي يوفر دقة أعلى تصل إلى 0.01 مم مقارنة بـ 0.02 مم للقدمة، كما يوفر ثباتاً أفضل عند قياس الأقطار الكبيرة للأسطوانات. لكنه يتطلب مهارة أعلى في تحديد نقطة القطر الحقيقي، ويحتاج قضبان امتداد مختلفة لكل نطاق قياس.
كيف أتحقق من دقة الميكرومتر دون الحاجة لمختبر معايرة؟
يمكنك استخدام قوالب معايرة معتمدة متوفرة تجارياً بأحجام معروفة. قس عدة قوالب بأحجام مختلفة ضمن مدى الأداة وقارن القراءات بالقيم المرجعية. إذا كان الفرق ضمن حدود التفاوت المذكورة في دليل الأداة فهي صالحة للاستخدام. هذا الفحص لا يغني عن المعايرة الاحترافية السنوية لكنه يكشف المشاكل الكبيرة.
ما سبب صوت الطقطقة في السقاطة وهل يمكن ضبط قوتها؟
صوت الطقطقة ينتج عن آلية زنبركية داخلية تنزلق عند الوصول لضغط محدد مسبقاً من المصنع، عادة بين 5 و10 نيوتن. معظم الميكرومترات القياسية لا تسمح بضبط هذه القوة، لكن بعض الموديلات المتقدمة توفر سقاطات قابلة للتعديل أو قابلة للاستبدال بسقاطات ذات قوى مختلفة للتطبيقات الخاصة.
هل يوجد ميكرومتر مقاوم للماء للاستخدام في البيئات الرطبة؟
نعم، تصنع شركات مثل ميتوتويو وماهر ميكرومترات رقمية بمعيار حماية IP65 أو IP67 المقاومة للغبار ورذاذ الماء. هذه الأجهزة مناسبة للاستخدام بجوار سوائل التبريد في ماكينات التشغيل، لكنها أغلى ثمناً بنسبة 30 إلى 50 بالمئة من النماذج العادية.
المراجع
Busch, T., Harlow, R., & Thompson, R. L. (2020). Fundamentals of dimensional metrology (7th ed.). Cengage Learning.
- مرجع أكاديمي شامل يُغطي أساسيات القياس البُعدي بما فيها أجهزة القياس الميكروني، مُستخدم في الجامعات الأمريكية.
Curtis, M. A., & Farago, F. T. (2014). Handbook of dimensional measurement (5th ed.). Industrial Press.
- دليل مرجعي صناعي يتناول جميع أدوات القياس الدقيق واستخداماتها العملية في بيئات التصنيع.
Hocken, R. J., & Pereira, P. H. (Eds.). (2012). Coordinate measuring machines and systems (2nd ed.). CRC Press. https://doi.org/10.1201/b11022
- يتناول أنظمة القياس المتقدمة مع فصول عن أدوات القياس اليدوية كأساس لفهم القياس الإحداثي.
Leach, R. (2014). Fundamental principles of engineering nanometrology (2nd ed.). Elsevier. https://doi.org/10.1016/C2012-0-06010-3
- يربط بين القياس التقليدي والنانومتري، مُفيد لفهم تطور دقة القياس.
ISO 3611:2021. Geometrical product specifications (GPS) — Micrometers — Part 1: Outside micrometers — Design and metrological characteristics. International Organization for Standardization.
- المعيار الدولي الرسمي لمواصفات أجهزة القياس الميكروني الخارجية.
Doiron, T., & Beers, J. (2005). The gauge block handbook (NIST Monograph 180). National Institute of Standards and Technology. https://doi.org/10.6028/NBS.MONO.145
- دليل من المعهد الوطني الأمريكي للمعايير يشرح قوالب المعايرة المُستخدمة مع أجهزة القياس الدقيق.
إخلاء المسؤولية: المعلومات الواردة في هذا المقال مُقدّمة لأغراض تعليمية وإرشادية. للتطبيقات الصناعية الحرجة، يُنصح بالرجوع إلى المعايير الدولية والاستعانة بخبراء القياس المعتمدين.
جرت مراجعة هذا المقال من قبل فريق التحرير في موقعنا لضمان الدقة والمعلومة الصحيحة.
هل سبق لك أن استخدمت هذه الأداة في عملك أو دراستك؟ شاركنا تجربتك في التعليقات، وأخبرنا عن التحديات التي واجهتك وكيف تغلبت عليها. ولا تنسَ الاطلاع على مقالاتنا الأخرى عن القدمة ذات الورنية وأدوات القياس الأخرى لتُكمل معرفتك في هذا المجال الحيوي!